Processos químicos trabalham com fluidos agressivos, temperaturas elevadas, pressões variáveis e compostos que podem reagir de forma imprevisível com qualquer contaminante presente no sistema. Nesse cenário, um filtro industrial para indústria química não é apenas um acessório, é parte essencial da engenharia do processo.
Por que a contaminação é especialmente grave na indústria química?
Ao contrário de outras indústrias, onde um contaminante pode comprometer apenas um lote de produto, na indústria química as consequências são ainda mais severas:
Reações indesejadas: Partículas metálicas podem catalisar reações químicas não previstas, gerando subprodutos perigosos
Dano a catalisadores: Em processos catalíticos, contaminantes podem envenenar o catalisador permanentemente
Corrosão acelerada: Partículas abrasivas em suspensão desgastam rapidamente bombas, válvulas e trocadores de calor
Paradas de emergência: O acúmulo de contaminantes pode causar o bloqueio de tubulações e o travamento de equipamentos rotativos
A escolha do material construtivo correto é decisiva
Na indústria química, não basta ter um filtro, é necessário ter o filtro certo para cada fluido. A compatibilidade química entre o material construtivo do filtro e o produto filtrado no processo determina a vida útil do equipamento e a segurança da operação.
Para fluidos altamente corrosivos, as carcaças em aço inox 316L oferecem resistência superior a ácidos, bases e solventes. Para aplicações com produtos menos agressivos, o aço carbono ou o aço inox 304 são alternativas com excelente custo-benefício.
Grau de filtração: como definir o micron correto
Uma das dúvidas mais comuns no setor químico é: qual granulometria de filtração devo usar?
A resposta depende de três fatores principais:
Tamanho das partículas contaminantes no processo
Sensibilidade dos equipamentos downstream (bombas de precisão, válvulas solenoides, instrumentos analíticos)
Qualidade exigida no produto final
Em geral, processos químicos industriais trabalham com filtração entre 5 e 50 microns para proteção de equipamentos, e entre 1 e 10 microns quando se exige alta pureza do fluido processado.
Filtração contínua vs. filtração intermitente
Outro ponto crítico em processos químicos é a necessidade de operação contínua. Sistemas que exigem parada para troca de elemento filtrante podem gerar prejuízos significativos, especialmente em plantas que operam 24 horas por dia.
Para esses casos, sistemas com carcaças Bag Duplex ou Filtros Automáticos são a solução ideal, pois permitem manutenção e troca de elementos filtrantes sem interrupção do processo produtivo.
Impacto direto nos custos de manutenção
A filtração adequada em sistemas químicos reduz de forma mensurável os custos de manutenção industrial:
Bombas centrífugas com fluido filtrado têm vida útil 2 a 4 vezes maior
Vedações mecânicas duram significativamente mais sem a presença de partículas abrasivas
Trocadores de calor mantêm a eficiência térmica sem incrustações por partículas sólidas
Válvulas de controle operam com precisão e sem travamentos
Wetafilter: engenharia de filtração para processos químicos
A Wetafilter projeta e fabrica filtros industriais especificamente para as exigências da indústria química brasileira. Com carcaças em aço carbono, inox 304 e inox 316L, elementos filtrantes com ampla compatibilidade química e projetos sob medida para cada processo, a Wetafilter oferece a solução técnica mais adequada para sua planta.
Água. Nenhuma indústria opera sem ela. Seja como insumo direto no produto, como fluido de resfriamento, como veículo de transporte de matérias-primas ou como utilidade em processos de limpeza, a água está presente em praticamente todas as etapas da produção industrial.
E justamente por isso, a filtração de água industrial é a base sobre a qual todo o restante do processo se apoia.
A qualidade da água industrial afeta tudo
Quando a qualidade da água utilizada nos processos industriais não é controlada adequadamente, o impacto se propaga por toda a planta:
Torres de resfriamento entopem e perdem eficiência, aumentando o consumo de energia elétrica
Caldeiras acumulam incrustações e demandam paradas frequentes para limpeza
Trocadores de calor têm sua eficiência térmica comprometida por depósitos sólidos
Sistemas de osmose reversa e ultrafiltração têm suas membranas danificadas prematuramente quando não há pré-filtração adequada
Bombas e válvulas sofrem desgaste acelerado por partículas abrasivas em suspensão
Os estágios da filtração de água industrial
Um sistema de tratamento de água industrial eficiente é composto por múltiplos estágios, cada um com uma função específica:
Estágio 1 — Filtração grossa: Remoção de partículas maiores, como areia, ferrugem e sedimentos. Filtros Bag com granulometria entre 25 e 100 microns são ideais para essa etapa.
Estágio 2 — Filtração fina: Remoção de partículas menores, incluindo turbidez residual e coloides. Cartuchos filtrantes com granulometria entre 1 e 25 microns garantem um fluido limpo para as etapas seguintes.
Estágio 3 — Remoção de cloro, odores e compostos orgânicos: Cartuchos de carvão ativado granulado ou block removem cloro residual, sabores indesejados e compostos orgânicos.
Estágio 4 — Polimento final: Para aplicações que exigem água de alta pureza, filtros de cartucho com granulometria de 1 micron ou menos garantem o nível de qualidade necessário.
Pré-tratamento: protegendo seus sistemas de alta tecnologia
Um erro comum nas indústrias é investir em equipamentos de tratamento avançado, como osmose reversa, ultrafiltração ou deionização, sem uma pré-filtração adequada. O resultado é previsível: membranas entupidas prematuramente, manutenção frequente e custos operacionais muito acima do planejado.
A regra é simples: todo sistema de tratamento avançado de água precisa de um sistema de filtração de partículas na entrada. Esse investimento preventivo pode reduzir em até 60% os custos de manutenção dos equipamentos downstream.
Filtração de efluentes: conformidade ambiental
A Resolução CONAMA 430/2011 não define limites genéricos para “sólidos em suspensão” no artigo que trata dos padrões globais de lançamento. Ela restringe explicitamente os materiais sedimentáveis (até 1 mL/L em teste de cone Imhoff) e exige a ausência de materiais flutuantes. Os limites de Sólidos em Suspensão Totais (SST) geralmente aparecem em decretos estaduais específicos (como a DZ-205 no RJ ou o Artigo 18 do Decreto 8.468/76 em SP) ou para tipologias industriais restritas.
Sistemas de filtração bag de alta capacidade são amplamente utilizados no polimento final de efluentes industriais, garantindo conformidade com as normas ambientais.
Além do tratamento da água de entrada, as indústrias também precisam tratar os efluentes gerados no processo antes de lançá-los na rede coletora ou em corpos hídricos. A Resolução CONAMA 430/2011 estabelece limites rígidos para sólidos em suspensão no efluente final.
Wetafilter: sistemas completos para filtração de água industrial
A Wetafilter oferece soluções completas de filtração para tratamento de água industrial, desde carcaças simples para pré-filtração até sistemas em skid — unidades completas montadas em estrutura compacta, incluindo filtros, válvulas, instrumentação e base estrutural, prontas para instalação rápida e operação imediata.
Solicite agora uma avaliação técnica com os especialistas da Wetafilter: www.wetafilter.com.br
Refinarias e plantas petroquímicas operam em um ambiente de altíssima exigência técnica. Pressões elevadas, temperaturas extremas, fluidos inflamáveis e processos contínuos que não podem ser interrompidos, qualquer falha nesse contexto não é apenas um problema de produção. É um risco de segurança.
A filtração industrial em refinarias e na indústria petroquímica cumpre um papel que vai muito além da simples remoção de partículas: ela é um elemento de segurança operacional e de proteção de ativos de altíssimo valor.
Contaminantes críticos no setor de óleo e gás
Nos processos de refino e petroquímica, os contaminantes mais comuns e danosos incluem:
Partículas de catalisador: Em processos de craqueamento catalítico (FCC), partículas de catalisador em suspensão no óleo processado causam desgaste severo em compressores, bombas e válvulas
Corrosão e óxidos metálicos: A degradação de tubulações e equipamentos gera partículas ferrosas e outros óxidos que circulam com o fluido de processo
Sedimentos e parafinas: Em linhas de óleo cru e derivados, sedimentos e depósitos parafínicos podem obstruir tubulações e danificar equipamentos
Partículas abrasivas em fluidos de injeção: Em operações offshore e onshore, a qualidade dos fluidos de injeção é crítica para a vida útil dos equipamentos de fundo de poço
O impacto da contaminação na produtividade e na segurança
Em uma refinaria, o custo de uma parada não programada pode ser medido em milhões de reais por dia. Estudos do setor indicam que a contaminação de fluidos é responsável por mais de 70% das falhas prematuras em equipamentos rotativos em plantas de processo.
Operação contínua: um requisito não negociável
Uma das maiores exigências do setor de óleo e gás é a operação contínua. Para esses casos, as soluções mais indicadas são filtros abaixo single e outro sistema bay pass:
Filtros Automáticos: Sistemas autopressurizados que realizam a limpeza do elemento filtrante automaticamente, sem interrupção do processo. Quando a pressão diferencial atinge o valor pré-ajustado, o sistema inicia o ciclo de contralavagem automaticamente.
Carcaças Bag Duplex: Dois vasos filtrantes interligados com sistema bypass, que permitem a troca do elemento filtrante em um dos vasos enquanto o outro mantém o processo em operação.
Carcaças Multi Bag de alta vazão: Para processos com grandes volumes de fluido, sistemas com múltiplos elementos filtrantes oferecem área de filtração superior e menor frequência de manutenção.
Filtros Cesto (Filtros Simplex ou Duplex de Alta Robustez): Atuam na filtração grossa primária (proteção de bombas, compressores e medidores de vazão) para reter grandes volumes de sólidos.
Filtros Multicartucho para Polimento (Polish): São instalados como a última etapa do processo (polimento final) para capturar partículas microscópicas invisíveis a olho nu. Alojam dezenas de cartuchos filtrantes de alta eficiência (Melt-Blown ou plissados) dentro de uma única carcaça industrial.
Conformidade com normas internacionais
Filtros de processo projetados e fabricados segundo a norma ASME Seção VIII (Divisões I e II) asseguram a integridade estrutural necessária para operar sob pressões elevadas com máxima segurança. Enquanto a Divisão I adota critérios de dimensionamento por fórmulas consagradas para aplicações industriais gerais, a Divisão II emprega análises rigorosas de tensões combinadas (frequentemente via análise por elementos finitos – FEA), permitindo otimizar peso e espessura em equipamentos altamente críticos. Essa conformidade é indispensável para validar a confiabilidade operacional de sistemas de filtração em ambientes severos, tanto em instalações onshore quanto offshore.
Wetafilter: filtração industrial para os processos mais exigentes
A Wetafilter fabrica filtros industriais para refinarias e plantas petroquímicas com os mais altos padrões de qualidade construtiva. Com carcaças em aço carbono, aço inox 304 e inox 316L, conformidade com norma ASME e suporte técnico especializado, a Wetafilter é a parceira ideal para processos críticos no setor de óleo e gás.
Paradas não programadas são o pesadelo de qualquer gerente de produção. E, muitas vezes, a causa raiz está em um componente aparentemente simples, que recebe pouca atenção durante as rotinas de manutenção preventiva: o filtro industrial.
Filtros saturados e fora de condição de operação são responsáveis por uma cadeia de problemas que se amplifica silenciosamente, até que a produção para.
Por que o filtro industrial é frequentemente negligenciado?
O filtro industrial não faz barulho quando está saturando. Não acende uma luz de alerta automática na maioria dos sistemas. Ele simplesmente vai perdendo eficiência gradualmente, enquanto os problemas se acumulam rio abaixo no processo.
O resultado? Gestores trocam bombas, válvulas e equipamentos caros, sem perceber que o verdadeiro culpado era um elemento filtrante que custaria uma fração do valor dos reparos.
7 sinais de que seu filtro industrial precisa de atenção agora
1. Queda de pressão diferencial fora do padrão
Quando a pressão diferencial entre a entrada e a saída do filtro ultrapassa o limite especificado, o elemento filtrante está saturado e precisa ser substituído. Se o seu sistema não tem manômetros nos dois lados do filtro, essa é a primeira melhoria a implementar.
2. Aumento no consumo de energia elétrica das bombas
Um filtro saturado aumenta a resistência ao fluxo do fluido. As bombas passam a trabalhar mais para manter a mesma vazão, consumindo mais energia e aquecendo mais.
3. Contaminação recorrente no produto final
Quando o elemento filtrante está além do seu limite de saturação, ele pode começar a liberar partículas retidas de volta para o fluxo, fenômeno chamado de “migration” ou “breakthrough”.
4. Redução da vazão do processo
Um filtro entupido restringe a passagem do fluido. Se o flow rate do seu processo caiu sem alteração nas condições de operação, o elemento filtrante pode estar com a capacidade de filtração esgotada.
5. Superaquecimento em sistemas de resfriamento
Em sistemas hidráulicos e de resfriamento, um filtro saturado reduz o fluxo de fluido, comprometendo a capacidade de dissipação de calor.
6. Falhas prematuras e recorrentes em bombas e válvulas
Se você está trocando selos mecânicos, rolamentos e vedações de bombas com frequência muito maior do que o previsto pelo fabricante, há uma boa chance de que partículas contaminantes estejam causando desgaste abrasivo.
7. Alarmes frequentes em instrumentos analíticos
Sensores de turbidez, condutividade, pH e outros instrumentos instalados após o filtro passam a registrar leituras anormais quando o elemento filtrante não está mais fazendo seu trabalho.
Quanto tempo dura um filtro industrial?
Não existe uma resposta única. A vida útil de um elemento filtrante depende da carga de contaminantes do fluido, da vazão de operação, do grau de filtração e das condições do processo.
O que existe é uma boa prática: monitoramento contínuo da pressão diferencial e um programa de manutenção preventiva com intervalos de troca baseados nos dados históricos de cada ponto de filtração.
Como facilitar a manutenção de filtros industriais
A escolha de uma carcaça com tampa de abertura rápida e acesso facilitado ao elemento filtrante reduz significativamente o tempo de parada para manutenção. Modelos com sistema bypass ou configuração duplex permitem a troca do elemento sem interromper o processo produtivo.
Wetafilter: filtros industriais projetados para facilitar a sua manutenção
A Wetafilter fabrica carcaças industriais com design otimizado para manutenção rápida, com elementos trocáveis em minutos, conexões padronizadas e opções de configuração duplex e multi-bag para operação contínua. Com uma linha completa de elementos filtrantes de reposição, Melt-Blown, Bobinados, Bag e Carvão Ativado, a Wetafilter garante que seu sistema de filtração nunca seja o gargalo da sua produção.
Consulte a Wetafilter para implementar um programa de manutenção preventiva para seus filtros industriais: www.wetafilter.com.br
Imagine um sistema de filtração industrial que nunca precisa parar para troca de elemento filtrante. Que faz a própria limpeza de forma autônoma, sem intervenção humana, sem interrupção do processo produtivo. Que opera 24 horas por dia, 7 dias por semana, com mínima necessidade de manutenção.
Esse sistema existe e se chama filtro automático industrial.
O que é um filtro automático e como ele funciona?
Ao contrário dos filtros convencionais, que precisam ser abertos e ter seus elementos substituídos quando atingem a capacidade de saturação, os filtros automáticos realizam a limpeza do elemento filtrante em operação, sem interromper o fluxo do fluido processado.
O princípio de funcionamento é baseado no monitoramento da pressão diferencial entre a entrada e a saída do filtro. Quando a pressão diferencial atinge um valor pré-ajustado, o sistema de limpeza é acionado automaticamente.
Nos Filtros Automáticos Raspadores, o sistema pressurizado inicia o processo de contralavagem: um raspador percorre a superfície do elemento filtrante de forma automatizada, removendo as partículas retidas e descarregando-as pela válvula de dreno.
Nos Filtros Automáticos Multi-Vela, a autolimpeza é realizada de dentro para fora do elemento filtrante, os contaminantes são expelidos para fora dos vasos filtrantes enquanto o fluxo principal continua sem interrupção.
Quando um filtro automático é a escolha correta?
Alta carga de contaminantes: Processos com fluidos muito sujos, que saturariam um filtro convencional em horas ou dias, são candidatos naturais ao filtro automático.
Operação contínua crítica: Plantas que não podem parar, seja por exigências de processo, seja por impacto financeiro de uma parada, precisam de sistemas de filtração que acompanhem esse ritmo.
Alto custo de elementos filtrantes descartáveis: Em processos de grande vazão com alto volume de contaminantes, o filtro automático, com seu elemento de longa vida útil, tem um custo operacional muito menor no médio e longo prazo.
Localização de difícil acesso: Em plantas offshore, locais remotos ou pontos de instalação de difícil acesso, filtros automáticos reduzem drasticamente a necessidade de intervenção técnica no campo.
Capacidade de vazão e eficiência de retenção
Os Filtros Automáticos Raspadores da linha Wetafilter operam com capacidade de vazão pequenas quanto a grandes, com eficiência de retenção a partir de 50 microns(abaixo não se enquadra), atendendo a uma ampla gama de aplicações industriais.
O elemento filtrante interno é fabricado em aço inox, garantindo durabilidade e resistência química.
Setores que mais se beneficiam de filtros automáticos
Tratamento de água municipal e industrial: Grandes vazões com carga variável de contaminantes
Petroquímica e refinarias: Operação contínua sem possibilidade de parada
Siderurgia e metalurgia: Fluidos de resfriamento com alta contaminação por partículas metálicas
Sistemas de resfriamento industrial: Torres de resfriamento e circuitos fechados
Indústria automobilística: Filtragem contínua de fluidos de corte, óleos de estampagem e banhos de pintura por eletrodeposição (KTL/E-coat).
Celulose e papel: Tratamento da água de processo, captação de água de rios e proteção dos bicos pulverizadores de alta pressão nas máquinas de papel.
Mineração: Clarificação de águas de processo, recirculação de água de lavagem de minério e proteção de sistemas de vedação de bombas de polpa.
Alimentos e bebidas: Filtragem de fluidos viscosos como chocolate, xaropes, óleos vegetais e sucos, onde sistemas automáticos fechados evitam a contaminação do produto e a exposição dos operadores.
Usinas de açúcar e álcool: Filtragem do caldo de cana bruto, águas de lavagem e proteção de trocadores de calor contra o entupimento por bagaço.
Geração de energia: Proteção de condensadores e turbinas em usinas hidrelétricas e termoelétricas que utilizam água de rio ou mar para resfriamento.
Wetafilter: filtros automáticos de alto desempenho
A Wetafilter fabrica Filtros Automáticos Multi-Vela e Raspadores projetados para as condições mais exigentes da indústria brasileira. Com capacidade de até 5.000 m³/h, elemento filtrante em aço inox, limpeza automática contínua e construção disponível em diversos materiais, os filtros automáticos Wetafilter são a solução para processos que não podem parar.
“Qual filtro industrial devo usar no meu processo?” Essa pergunta parece simples, mas envolve uma série de variáveis técnicas que, quando mal avaliadas, resultam em sistemas de filtração subdimensionados, superdimensionados ou simplesmente inadequados para a aplicação.
Este guia foi desenvolvido para ajudar gestores de produção, engenheiros de processo e responsáveis pela manutenção industrial a tomar decisões mais assertivas na escolha do sistema de filtração correto.
As 7 variáveis que determinam a escolha do filtro industrial correto
1. Natureza do fluido
A primeira pergunta a responder é: o que precisa ser filtrado? Água, óleo, solvente, produto alimentício, fluido químico agressivo? A natureza do fluido determina os materiais construtivos compatíveis para a carcaça e o elemento filtrante.
2. Granulometria dos contaminantes (microns)
Qual o tamanho das partículas que precisam ser retidas? Partículas grosseiras acima de 1 microns são facilmente retidas por filtros Bag. Partículas finas exigem cartuchos filtrantes de profundidade como os Melt-Blown. Para partículas abaixo de 1 micron, tecnologias de membrana são necessárias ou filtros absolutos.
3. Vazão do processo
Qual o volume de fluido que precisa ser filtrado por hora? Esse dado determina o tamanho da carcaça e o número de elementos filtrantes necessários.
As carcaças Wetafilter cobrem desde 1 m³/h (modelos compactos) até acima de 80 m³/h para modelos single, passando por configurações intermediárias para cada necessidade. Projetando conforme a necessidade de cada cliente.
4. Pressão de operação
A classe de pressão do sistema de filtração deve ser compatível com a pressão de trabalho do processo. As classes disponíveis — PN10, PN16, ANSI150 e ANSI300 — cobrem a grande maioria das aplicações industriais.
5. Necessidade de operação contínua
O processo pode parar para troca de elemento filtrante, ou precisa operar sem interrupção? Essa definição determina se a solução correta é um filtro convencional, uma carcaça Duplex (com bypass), ou um filtro automático (com autolimpeza contínua).
6. Carga de contaminantes e frequência de troca
Processos com fluidos muito contaminados saturarão os elementos filtrantes rapidamente. Nesses casos, aumentar o tamanho do elemento ou optar por sistemas multi-bag reduz a frequência de trocas e o custo operacional.
7. Temperatura e Diâmentro da tubulaçã
A temperatura máxima do processo define os limites térmicos dos materiais, impedindo a degradação de vedações (como O-rings) e do elemento filtrante. Já o diâmetro da tubulação determina o tamanho das conexões de entrada e saída da carcaça, garantindo o alinhamento físico com a linha existente e evitando perdas de carga (queda de pressão) excessivas no sistema.
Guia rápido por segmento industrial
Indústria Alimentícia: Carcaças inox 316L + Cartuchos Melt-Blown PP ou Carvão Ativado. Conexões SMS ou Tri-Clamp para facilitar higienização.
Indústria Farmacêutica: Carcaças inox 316L com acabamento sanitário + Cartuchos Melt-Blown PP de alta pureza.
Indústria Química: Carcaças inox 316L ou carbono conforme compatibilidade + Cartuchos Bobinados com núcleo inox ou fibra de vidro.
Refinarias e Petroquímica: Carcaças em aço carbono ou inox conforme aplicação, conformidade ASME + Filtros Automáticos para operação contínua.
Tratamento de Água: Sistema em estágios — Bag grosseiro → Cartucho fino → Carvão Ativado, ou Skid completo.
Óleo e Gás (onshore/offshore): Carcaças em pressão elevada (ANSI300), materiais resistentes à corrosão, filtros automáticos.
O erro mais comum na especificação de filtros industriais
O erro mais frequente observado em plantas industriais é a escolha do filtro baseada apenas no preço de compra, sem considerar o custo total de operação (TCO). Um filtro mais barato que exige trocas mais frequentes, que gera mais paradas, que danifica equipamentos downstream, custa muito mais ao longo do tempo do que um sistema bem especificado desde o início.
Wetafilter: projetos personalizados para cada processo
A Wetafilter oferece engenharia especializada em filtração industrial para dimensionar o sistema correto para cada aplicação. Com uma linha completa de carcaças Bag, Filtros Automáticos, Filtros Cartucho e Multi-Cartucho, Sistemas em Skid e ampla gama de elementos filtrantes, a Wetafilter tem a solução certa, independentemente do segmento ou complexidade do seu processo.
Fale com os especialistas da Wetafilter e receba um projeto de filtração sob medida: www.wetafilter.com.br
A filtração no processo de biodiesel é necessária para controle de partículas sólidas, proteção de equipamentos e manutenção da qualidade do combustível durante produção, armazenamento e transferência.
Contaminantes presentes no biodiesel podem causar desgaste prematuro em bombas, válvulas, selos mecânicos, medidores e sistemas de injeção, além de comprometer parâmetros de qualidade do produto final.
Por esse motivo, os sistemas de filtração devem ser dimensionados conforme vazão, viscosidade, temperatura de operação, concentração de sólidos e grau de retenção requerido pelo processo.
Contaminantes presentes no biodiesel
Os contaminantes mais comuns encontrados em aplicações de biodiesel são:
Partículas sólidas provenientes da matéria-prima
Resíduos de catalisadores
Sedimentos
Borras
Oxidação do combustível
Contaminação em tanques e tubulações
Resíduos gerados durante transporte e carregamento
A presença desses materiais aumenta a perda de carga do sistema e reduz a confiabilidade operacional da planta.
Aplicações da filtração no processo
Os sistemas filtrantes podem atuar em diferentes pontos da produção:
Filtração de matéria-prima
Aplicada na retenção de partículas em óleos vegetais e gorduras antes do processo produtivo.
Filtração intermediária
Utilizada após etapas de reação e separação para remoção de resíduos sólidos e impurezas do processo.
Filtração de polimento
Responsável pela retenção fina de partículas antes do armazenamento ou expedição do biodiesel.
Filtração de carregamento
Protege linhas, bombas e sistemas de transferência durante abastecimento e transporte.
Sistemas de filtração utilizados
A definição do sistema depende das condições operacionais e da eficiência requerida.
Filtro Bag
Indicado para alta vazão e aplicações com elevada carga de sólidos. Possui maior área filtrante e boa capacidade de retenção inicial.
Muito utilizado em pré-filtração e proteção de equipamentos.
Filtro Cartucho
Aplicado em etapas de filtração fina e polimento do biodiesel.
Permite retenções menores, maior eficiência de separação e melhor acabamento do fluido.
Filtro Auto Limpante
Indicado para processos contínuos com necessidade de redução de parada operacional.
O sistema realiza limpeza automática do elemento filtrante, mantendo estabilidade de vazão e menor intervenção de manutenção.
Parâmetros importantes no dimensionamento
Para correta seleção do sistema filtrante, devem ser considerados:
Vazão operacional
Viscosidade do biodiesel
Temperatura de trabalho
Pressão de operação
Perda de carga admissível
Micronagem requerida
Compatibilidade química dos materiais
O dimensionamento incorreto pode provocar saturação prematura dos elementos filtrantes, aumento da pressão diferencial e redução da eficiência do sistema.
Benefícios da filtração adequada
Um sistema corretamente especificado proporciona:
Maior proteção dos equipamentos
Redução de manutenção corretiva
Estabilidade operacional
Menor índice de contaminação
Aumento da vida útil dos componentes
Melhoria da qualidade final do biodiesel
A Wetafilter desenvolve soluções industriais para filtração de biodiesel, com equipamentos projetados conforme as condições operacionais de cada aplicação, garantindo eficiência, resistência e confiabilidade no processo industrial.
Os sistemas de filtro manga são amplamente utilizados na captação de material particulado em processos industriais devido à sua alta eficiência de retenção. Porém, o desempenho do equipamento está diretamente ligado às condições de operação e à proteção aplicada ao sistema.
Quando o filtro trabalha fora das condições adequadas, ocorre aumento da perda de carga, desgaste prematuro das mangas e redução da eficiência de filtragem.
Principais causas de falhas em filtros manga
Entre os fatores que mais afetam a operação do equipamento estão:
Excesso de particulado abrasivo
Temperatura acima do limite do meio filtrante
Presença de umidade e condensação
Limpeza inadequada das mangas
Entrada de ar falso
Dimensionamento incorreto da relação ar/pano
Essas condições provocam saturação precoce das mangas e sobrecarga do sistema de exaustão, aumentando o consumo energético e a necessidade de manutenção corretiva.
Importância da proteção do sistema
A proteção do filtro manga não está relacionada apenas à durabilidade das mangas filtrantes, mas à estabilidade operacional de todo o processo.
A utilização de pré-separadores, como ciclones, reduz significativamente a carga de partículas pesadas antes da entrada no filtro principal, minimizando abrasão e aumentando a vida útil dos elementos filtrantes.
O controle de temperatura também é fundamental. Temperaturas acima da especificação podem causar deformação, endurecimento ou ruptura do meio filtrante. Já temperaturas abaixo do ponto de orvalho favorecem condensação e empastamento do pó.
Outro ponto importante é o sistema de limpeza por pulso. Pressão excessiva do ar comprimido reduz a vida útil das mangas. Pressão insuficiente compromete a remoção da camada de pó, elevando a pressão diferencial do equipamento.
Monitoramento operacional
O acompanhamento da pressão diferencial é um dos principais indicadores da condição operacional do filtro manga.
Valores elevados normalmente indicam:
Saturação das mangas
Falha no sistema de limpeza
Excesso de carga de pó
Problemas de fluxo no sistema
Já valores muito baixos podem indicar rasgos nas mangas ou falhas de vedação.
O monitoramento contínuo permite intervenções preventivas antes da ocorrência de falhas maiores no sistema.
Benefícios da proteção adequada
A operação do filtro manga dentro dos parâmetros corretos proporciona:
Maior vida útil das mangas filtrantes
Redução de manutenção não programada
Menor consumo de energia
Estabilidade da vazão do sistema
Maior eficiência de retenção de partículas
Redução de paradas de produção
Em aplicações industriais, a proteção do filtro manga deve ser tratada como parte do controle de processo, e não apenas como manutenção do equipamento.
A Wetafilter atua no desenvolvimento de soluções para sistemas de filtração industrial, com foco em eficiência operacional, confiabilidade e desempenho contínuo dos equipamentos.
Se as bombas da sua planta estão exigindo manutenção com frequência acima do esperado, se os selos mecânicos vivem falhando, se o consumo de energia está crescendo sem explicação, existe uma chance muito alta de que o problema não esteja na bomba em si. O verdadeiro culpado, na maioria dos casos, é a falta de filtração adequada no circuito de fluidos.
Como as partículas destroem bombas industriais
Toda bomba industrial foi projetada para trabalhar com fluidos dentro de parâmetros específicos de limpeza. Quando partículas sólidas, sedimentos, carepa, areia ou resíduos circulam livremente, o dano é progressivo e acumulativo.
Erosão abrasiva: partículas duras agem como lixadeiras miniatura nas superfícies internas, desgastando rotores, carcaças e difusores, gerando perda de eficiência hidráulica.
Desgaste de selos mecânicos: os selos trabalham com folgas mínimas. Partículas em suspensão invadem a interface de vedação, causando ranhuras, falha prematura e vazamentos.
Entupimento de bocais e impulsores: partículas maiores bloqueiam passagens internas, causam cavitação localizada e vibração excessiva.
Contaminação de rolamentos: penetração de partículas contamina a graxa ou lubrificante, reduzindo drasticamente a vida útil.
O ciclo vicioso da manutenção corretiva
As equipes de manutenção frequentemente tratam o sintomas, substituindo a bomba ou os selos, sem eliminar a causa raiz. Sem um filtro industrial instalado adequadamente na linha de sucção, a próxima bomba sofrerá os mesmos danos no mesmo prazo.
Qual filtro instalar para proteger bombas industriais?
A instalação do filtro deve ser feita preferencialmente:
Na linha de sucção, protegendo diretamente a bomba
Na linha de recirculação, reduzindo a carga de contaminantes do sistema
Alerta técnico: perda de carga e NPSH
A instalação de filtros na linha de sucção exige atenção especial à perda de carga (ΔP), pois qualquer restrição excessiva pode comprometer o NPSH disponível (NPSHa) da bomba.
Se o NPSHa cair abaixo do NPSH requerido pela bomba (NPSHr), podem ocorrer:
Cavitação
Vibração excessiva
Queda de desempenho
Danos severos ao impulsor
Boas práticas
Dimensionar o filtro com baixa perda de carga inicial
Considerar o ΔP com o elemento parcialmente saturado
Utilizar área filtrante adequada (ex: bags maiores ou multi bag)
Monitorar o diferencial de pressão para troca no momento correto
Filtro protege a bomba mas, se mal dimensionado, pode causar o problema que deveria evitar.
Quanto custa não filtrar?
Vamos dar um explode de uma bomba centrífuga de médio porte custa entre R$ 8.000 e R$ 50.000. Some mão de obra em emergência, peças adicionais (selos, rolamentos, impulsores) e tempo de parada. Um filtro industrial bem dimensionado, que custa uma fração desse valor, pode multiplicar a vida útil da bomba por 3 ou 4 vezes.
A Wetafilter possui linha completa de filtros industriais para proteção de bombas, com carcaças em aço carbono e aço inox, elementos filtrantes para todos os graus de filtração e suporte técnico especializado para dimensionamento correto. Acesse www.wetafilter.com.br e proteja seus equipamentos antes que o próximo reparo chegue.
A contaminação de fluidos industriais é responsável por uma parcela significativa dos custos de manutenção e das paradas não programadas em plantas industriais. Mesmo em operações bem geridas, a contaminação por partículas sólidas, compostos orgânicos, microrganismos ou produtos de corrosão é uma ameaça constante, e muitas vezes silenciosa.
O que é contaminação de fluidos industriais?
Contaminação de fluidos industriais é a presença de qualquer substância indesejada no fluido de processo que possa degradar o desempenho do sistema, danificar equipamentos ou comprometer a qualidade do produto. Os contaminantes se dividem em quatro grupos:
1. Partículas sólidas: carepa metálica, areia, sedimentos, resíduos de borracha, produtos de desgaste de equipamentos rotativos.
2. Contaminação microbiológica: bactérias, fungos e algas que formam biofilmes nas paredes de tubulações e trocadores de calor, causando corrosão microbiologicamente induzida (MIC).
3. Contaminação química: produtos de corrosão (óxidos de ferro, cobre), resíduos de reagentes, metais pesados dissolvidos, cloro livre em excesso.
4. Contaminação por hidrocarbonetos (óleo): óleo em emulsão degrada trocadores de calor e contamina produtos.
As principais fontes de contaminação
Água bruta de abastecimento (rios, poços, represas)
Corrosão interna de tubulações em aço carbono
Desgaste de equipamentos (bombas, compressores, válvulas)
Contaminação cruzada entre circuitos por falhas em selos
Manutenção inadequada (abertura de sistemas sem procedimentos de limpeza)
Os riscos da contaminação não controlada
Redução da vida útil de bombas, válvulas e trocadores
Aumento do consumo de energia
Comprometimento da qualidade do produto
Geração de efluentes fora de especificação
Falhas em instrumentos de medição e controle
Riscos à segurança operacional por vazamentos
Como prevenir a contaminação de fluidos industriais
Filtração na entrada do sistema:filtros industriais na entrada de água bruta e no início dos circuitos para retenção imediata de sedimentos.
Filtração em linha (inline):filtros bag, filtros cartucho ou filtros automáticos instalados ao longo dos circuitos para captura contínua de partículas geradas internamente.
Filtração de polimento:filtros cartucho melt ou plissados de papel de alta eficiência (0,5 a 300 microns) antes de pontos críticos do processo.
Monitoramento de qualidade: análise periódica do fluido (contagem de partículas, análise microbiológica, pH, condutividade) para detecção precoce de desvios.
A Wetafilter oferece soluções completas para controle de contaminação de fluidos industriais, incluindo filtros bag, filtros cartucho, filtros automáticos, carcaças em aço inox e sistemas em skid. Acesse www.wetafilter.com.br.
Em processos industriais contínuos, qualquer parada para manutenção representa perda direta de produção. Quando o elemento responsável pelas paradas é o filtro industrial — seja por colmatação ou troca de elemento, a solução mais indicada é o filtro automático com sistema de autolimpeza.
O que é um filtro automático industrial?
Um filtro automático realiza a limpeza do seu próprio elemento filtrante de forma automática, sem necessidade de interromper o fluxo do processo e sem intervenção manual. O objetivo é manter a eficiência de filtração constante, eliminando o ciclo de colmatação-parada-troca dos filtros convencionais.
Como funciona o sistema de autolimpeza?
Filtro Automático Multi-Vela (Retrolavagem):
Possui múltiplos elementos filtrantes (velas) trabalhando em paralelo. Quando o diferencial de pressão atinge o set-point programado, o sistema inicia o ciclo de limpeza: a entrada de cada elemento é bloqueada individualmente por poucos segundos, forçando um fluxo reverso que remove as partículas retidas e as descarrega pelo dreno, enquanto os demais elementos continuam filtrando normalmente.
Ciclos de limpeza automáticos acionados por diferencial de pressão (ΔP), temporizador programável ou acionamento manual.
Filtro Automático Raspador:
Utiliza um raspador interno que percorre a superfície filtrante continuamente, retirando o acúmulo de sólidos e descarregando-os automaticamente pelo dreno quando atigir o delta P programando. O elemento filtrante é em aço inox com longa vida útil. Eficiente para fluidos com alta carga de sólidos.
Ciclos de limpeza automáticos acionados por diferencial de pressão (ΔP), temporizador programável ou acionamento manual.
Quais as vantagens do filtro automático?
Operação contínua: sem paradas para troca de elementos
Baixa manutenção: intervenção apenas em manutenções programadas de longa periodicidade
Controle automático por pressão diferencial e temporizador
Vida útil elevada do elemento filtrante em aço inox
Quando o filtro automático vale o investimento?
Vale o investimento quando:
O processo é contínuo e qualquer parada tem custo elevado
O fluido possui alta carga de partículas, exigindo troca frequente nos filtros convencionais
A equipe de manutenção é reduzida
O filtro está em local de difícil acesso
O processo opera 24h/7 dias
Filtros convencionais ainda são adequados quando:
O processo é intermitente, com janelas de manutenção regulares
A carga de partículas é baixa
Retorno sobre o investimento (ROI)
O cálculo do ROI deve considerar: custo de mão de obra para trocas evitadas, custo de elementos filtrantes consumidos anualmente, custo das paradas de produção eliminadas e redução de danos em equipamentos downstream. Em processos contínuos de médio e grande porte, o payback geralmente ocorre em menos de 18 meses.
A Wetafilter oferece a linha completa de Filtros Automáticos Multi-Vela e Raspador, fabricados em aço carbono, aço inox e outros materiais conforme a necessidade. Com filtração a partir de 50 microns pra mais e vazão que cliente necessita para operação. Acesse www.wetafilter.com.br e solicite um estudo de viabilidade para a sua planta.
A água industrial está presente em praticamente todos os processos produtivos: como matéria-prima, fluido de resfriamento, geração de vapor, limpeza de equipamentos e incontaveis outras aplicações. A qualidade da água impacta diretamente a eficiência do processo, a vida útil dos equipamentos e a qualidade do produto final. Por isso, a filtração de água industrial não é uma opção, é uma necessidade técnica e operacional.
Por que tratar a água antes de usar na indústria?
A água bruta sempre contém contaminantes incompatíveis com o uso industrial sem tratamento. Os problemas mais comuns:
Incrustação em caldeiras e trocadores de calor por excesso de carbonato de cálcio, magnésio e sílica
Corrosão acelerada em tubulações por cloretos, sulfatos e pH inadequado
Entupimento de bicos aspersores e sistemas de resfriamento por sedimentos
Contaminação de produtos em processos alimentícios e farmacêuticos
Bioincrustação em sistemas de water cooling por algas e bactérias
Os principais tipos de filtros para tratamento de água industrial
1. Filtro de Areia / Multimídia (Pré-filtração):
Remove turbidez, material em suspensão grosseiro, algas e parte da matéria orgânica. Ideal como primeira barreira antes de filtros de maior eficiência.
2. Filtro Bag Industrial:
Para sistemas com alta vazão e remoção de partículas sólidas em suspensão. Carcaças para filtro bag em aço inox ou carbono na faixa de 1 a 800 microns. Alta capacidade de retenção, baixo custo de manutenção.
Polipropileno sem cola ou surfactantes. De 1 a 300 microns. Ideal para proteção de membranas de osmose reversa e pontos de uso crítico.
4. Filtro de Carvão Ativado:
Remoção de cloro livre, compostos organoclorados, sabores e odores. Fundamental em indústrias alimentícias e farmacêuticas onde o cloro interfere no processo.
5. Filtro Automático com Autolimpeza:
Para captações com alta carga de sólidos e operação contínua. Ideal para sistemas de resfriamento, caldeiras de grande porte e tratamento de efluentes 24 horas.
Como definir o sistema de filtração correto para sua água industrial
Análise da água bruta: turbidez, SDI, pH, dureza, cloro, condutividade, ferro e manganês
Aplicação da água tratada: varia muito entre água de resfriamento e água para injetáveis
Vazão do sistema: determina o dimensionamento das carcaças
Continuidade do processo: define se é necessário filtro automático ou sistema duplex
A Wetafilter tem a solução completa de filtração para o seu processo. Com linha de carcaças bag e cartucho, filtros automáticos, elementos filtrantes e sistemas em skid, a Wetafilter oferece engenharia especializada para dimensionar o tratamento de água ideal para cada aplicação. Acesse www.wetafilter.com.br.
A pergunta pode parecer difícil de responder com precisão, mas a realidade é que os custos de uma parada não programada em uma planta industrial são sempre muito maiores do que os custos de prevenção. E quando a causa raiz é a falta de filtração adequada, algo absolutamente evitável, o impacto financeiro se torna ainda mais difícil de justificar.
Quanto custa, de fato, uma parada industrial?
Os custos de uma parada são compostos por múltiplas camadas. Uma análise completa deve considerar, vamos dar alguns dados abaixo de fabricas distintas:
1. Perda direta de produção: o valor do produto que deixou de ser fabricado. Uma linha de envase com capacidade de 20.000 unidades/hora parada por 4 horas representa 80.000 unidades não produzidas.
2. Custo de manutenção corretiva: custa em média 3 a 5 vezes mais do que a manutenção preventiva equivalente, mão de obra em emergência, peças adquiridas sem negociação de preço, danos colaterais.
3. Danos a equipamentos downstream: um sistema sem filtração não causa danos apenas ao próprio filtro, causa danos a todos os equipamentos que recebem o fluido contaminado: bombas, trocadores, válvulas, instrumentos.
4. Refugo e reprocessamento: em alimentício, farmacêutico e tintas, lotes inteiros podem ser descartados. O custo inclui matéria-prima, tempo de máquina, energia e descarte do lote como resíduo industrial.
5. Penalidades contratuais: multas por atraso na entrega muitas vezes superam todos os demais custos combinados.
6. Danos à reputação: falhas recorrentes afetam a percepção do cliente e podem resultar em perda de contratos futuros.
O custo real x o custo da prevenção
Exemplo prático: uma planta sofre parada de 8 horas por falha de bomba danificada por partículas abrasivas.
Item
Custo
Perda de produção (8h)
R$ 40.000
Substituição da bomba (emergência)
R$ 18.000
Mão de obra extra
R$ 4.500
Selos e rolamentos colaterais
R$ 3.200
Total
R$ 65.700
Um sistema de filtro bag industrial single, corretamente dimensionado e instalado, apresenta um investimento inicial relativamente baixo quando comparado aos riscos operacionais que ele mitiga.
Investimento no equipamento: entre R$ 5.000 e R$ 13.000
Elementos filtrantes (bags): entre R$ 30 e R$ 150 por unidade
Frequência de troca: variável conforme o diferencial de pressão e a carga de particulados do processo
Em aplicações com maior carga sólida, a saturação ocorre mais rapidamente. Já em processos mais limpos, a vida útil dos bags pode ser significativamente maior, o que reduz ainda mais o custo operacional.
Por que tantas plantas ainda operam sem filtração adequada?
A filtração industrial ainda é tratada por muitas organizações como um custo opcional. A contaminação de fluidos tem natureza progressiva: os danos se acumulam silenciosamente ao longo de meses antes de se manifestar como falha catastrófica. Quando a parada acontece, a relação com a falta de filtração nem sempre é estabelecida.
Como calcular o ROI da filtração industrial para a sua planta
Considere:
Frequência atual de manutenção corretiva em equipamentos relacionados a fluidos
Custo médio de cada intervenção corretiva
Custo estimado de cada hora de parada na sua linha
Custo de aquisição e operação do sistema de filtração
Na maioria dos processos industriais, o payback de um sistema de filtração bem dimensionado é inferior a 12 meses.
Não espere a próxima parada para agir. A Wetafilter oferece consultoria técnica especializada em filtração industrial, com diagnóstico do processo, dimensionamento do sistema ideal e fornecimento completo de filtros bag, cartuchos, filtros automáticos e sistemas em skid — tudo com fabricação nacional e suporte técnico pós-venda. Acesse www.wetafilter.com.br.
Paradas não planejadas na produção industrial estão entre os maiores vilões da rentabilidade de qualquer planta. Segundo estudos do setor, uma única hora de interrupção em linhas industriais pode custar dezenas de milhares de reais, na maioria dos casos, a causa raiz está diretamente ligada à contaminação de fluidos por partículas sólidas não removidas adequadamente.
O que provoca paradas na produção industrial?
A resposta mais comum é: falta de filtração adequada. Quando partículas sólidas circulam livremente por um sistema industrial, elas causam desgaste prematuro de bombas, entupimento de válvulas, danos a instrumentos de medição e comprometimento da qualidade do produto final.
Os problemas mais frequentes em plantas que não possuem um sistema de filtração industrial eficiente são:
Sedimentação de partículas em tubulações e trocadores de calor
Erosão acelerada em bombas centrífugas e de deslocamento
Falha prematura em selos mecânicos
Contaminação de produtos acabados em processos alimentícios e farmacêuticos
Aumento no consumo de energia por perda de eficiência hidráulica
Filtração industrial como estratégia de manutenção preditiva
A instalação de um filtro industrial adequado ao processo é uma das ações de manutenção preditiva com melhor custo-benefício disponível no mercado.
A escolha do filtro correto depende de variáveis como:
Tipo de fluido (água, óleo, produto químico, alimento líquido)
Grau de contaminação (quantidade e tamanho das partículas)
Vazão do processo (m³/h)
Pressão de operação (PN10, PN16, ANSI150, ANSI300)
Material de construção compatível (aço carbono, aço inox 304 ou 316L)
Qual filtro escolher para reduzir paradas?
Para processos contínuos onde qualquer parada representa prejuízo direto, os filtros automáticos com autolimpeza são a solução mais robusta. Para processos com maior tolerância a janelas de manutenção programada, os filtros tipo bag e filtros cartucho oferecem excelente relação custo-eficiência, com troca rápida do elemento filtrante.
Quando a vazão é elevada e a carga de partículas é significativa, os filtros multi bag e filtros multi cartucho garantem grande área filtrante com operação contínua e baixo custo operacional.
A filtração certa começa com o diagnóstico correto do processo
Não existe um filtro universal. O dimensionamento incorreto gera problemas tão sérios quanto a ausência de filtração: pressão diferencial elevada, saturação prematura do elemento filtrante e paradas não programadas.
A Wetafilter desenvolve soluções completas em filtração industrial, com equipamentos fabricados no Brasil, engenharia especializada e linha completa de filtros bag, cartuchos, filtros automáticos e sistemas em skid. Se a sua planta está sofrendo com paradas frequentes, fale com os especialistas da Wetafilter: www.wetafilter.com.br
Quem já enfrentou o desafio de implantar um novo sistema de filtração em uma planta industrial em operação sabe que o problema muitas vezes não está no filtro em si, mas na integração do equipamento ao processo: definir o layout de tubulação, posicionar válvulas, instalar instrumentação, construir a base de sustentação. O sistema de filtração em skid existe exatamente para eliminar esses problemas.
O que é um sistema de filtração em skid?
Um skid de filtração é uma unidade compacta e autossuficiente montada sobre uma estrutura metálica, que integra em um único módulo:
Filtro(s) industrial(is) (bag, cartucho, automático ou combinações)
Válvulas de isolamento, bypass e dreno
Instrumentação (manômetros, transmissores de pressão, medidores de vazão)
Conexões de entrada e saída padronizadas
Base estrutural em aço carbono ou inox
O cliente recebe o sistema praticamente pronto: basta conectar as linhas de processo nas entradas e saídas e colocar em operação.
Quais as vantagens do sistema em skid?
Redução do tempo de instalação: toda a montagem é feita em fábrica, reduzindo drasticamente o trabalho em campo.
Engenharia integrada: dimensionamento do filtro, especificação das válvulas e seleção dos instrumentos feitos de forma integrada pelo fabricante.
Testes de pré-comissionamento em fábrica: o skid é testado com água antes do envio, verificando vazamentos e funcionamento das válvulas.
Facilidade de manutenção: montagem compacta e organizada facilita o acesso para inspeção e troca de elementos.
Rastreabilidade e documentação: o fabricante fornece lista de materiais, P&ID, datasheet dos componentes e certificados de materiais.
Quando usar um sistema de filtração em skid?
Implantação de nova unidade de processo
Retrofit de sistema existente com espaço físico limitado
Processos críticos onde confiabilidade é essencial
A Wetafilter projeta e fabrica sistemas de filtração em skid personalizados para cada processo, integrando filtros bag, cartuchos e filtros automáticos com válvulas, instrumentação e base estrutural. Todo o sistema é testado em fábrica antes do envio. Acesse www.wetafilter.com.br e solicite um projeto de skid para o seu processo.
A carcaça para filtro bag é o componente central de um sistema de filtração industrial do tipo bag. É ela que suporta o elemento filtrante, mantém a pressão do processo, garante a vedação do sistema e define a classe de pressão, o material de construção e a configuração de conexões. Escolher a carcaça errada pode resultar em problemas de vazamento, ineficiência ou incompatibilidade com o processo.
O que é uma carcaça de filtro bag?
A carcaça é o vaso de pressão que contém o elemento filtrante. O fluido entra pela conexão de entrada, passa pelo interior do bag, onde as partículas ficam retidas, e sai pela conexão de saída já filtrado.
Os principais tipos de carcaças para filtro bag
1. Carcaça com Tampa Plana (BT): A configuração mais comum. Tampa fixada por parafusos olhais. Indicado para aplicações industriais que exigem robustez, estabilidade de processo e redução de perdas, operando em faixas de vazão de 4 a 50 m³/h.
2. Carcaça com Cabeçote Fundido ou Pescoço de Ganso (BTCB): Com tampa de cabeçote fundido ou configuração em pescoço de ganso (BTCB), seu design com tampa curvada ou corpo superior fundido proporciona melhor vedação e resistência a geometria do conjunto facilita a abertura e reduz o acúmulo de fluido na região superior, resultando em menor desperdício durante a manutenção e maior praticidade na troca dos elementos filtrantes.
Indicado para aplicações industriais que exigem robustez, estabilidade de processo e redução de perdas, operando em faixas de vazão de 9 a 50 m³/h.
3. Carcaça com Abraçadeira / Clamp (BTAB): Tampa fixada por abraçadeira metálica, permitindo abertura rápida sem uso de ferramentas. Ideal para trocas frequentes ou ambientes sanitários (Tri-Clamp). Fabricação apenas em inox e operando em faixas de vazão de 15 a 50 m³/h.
4. Carcaça Bag Dupla: Dois vasos filtrantes em paralelo para dobrar a vazão ou permitir operação contínua com troca alternada. Capacidade de até 100 m³/h.
5. Carcaça Bag Duplex: Dois vasos com válvula esfera diversora de fluxo tripartida ou valvula borboleta para bypass. Enquanto um vaso opera, o outro pode ser aberto para troca do bag sem interromper o processo. Até 50 m³/h por vaso.
6. Carcaça Multi Bag: Projetada para alta vazão com grande área filtrante em um único vaso, com 2(dois), ou mais elementos bag. Conforme norma ASME Seção VIII – Divisão I. Superior a 80 m³/h.
Critérios de seleção da carcaça
Material de construção:
Aço carbono: menor custo, fluidos não corrosivos (água industrial, óleo)
Aço inox 304: resistência à corrosão para a maioria dos fluidos
Aço inox 316L: cloretos, ácidos, farmacêutico, alimentícia e petroquímica
Classe de pressão: PN10 (10 bar), PN16 (16 bar), ANSI 150 (19,6 bar), ANSI 300 (50 bar)
Valores de referência a aproximadamente 38 °C, podendo variar conforme material e temperatura de operação.
Vazão de projeto: de 1 m³/h (BT-P1X) a superior a ate a necessidade do cliente.
Tipo de conexão: Rosca BSP/NPT, Flange, SMS / Tri-Clamp entre outras
Configuração: Simples para manutenção programada | Dupla/Duplex para processos contínuos
Tamanhos de bag compatíveis
Tamanho 1: diâmetro 180mm, comprimento 430mm (7” x 16”) Área filtrante: ~ 0,25 m²
Tamanho 2: diâmetro 180mm, comprimento 810mm (7”x32”) Área filtrante: ~ 0,50 m²
Tamanho 3: diâmetro 102mm, comprimento 220mm (4” x 8”) Área filtrante: ~ 0,05 m²
Tamanho 4: diâmetro 102mm, comprimento 360mm (4”x14”) Área filtrante: ~ 0,09 m²
A Wetafilter oferece a linha completa de carcaças para filtro bag em aço carbono, inox 304 e 316L, Tampa Plana, Cabeçote Fundido, Abraçadeira, Dupla, Duplex e Multi Bag, com conexões em Rosca, Flange, SMS e Tri-Clamp. Acesse www.wetafilter.com.br para consultar a linha completa e solicitar um orçamento.
RESUMO As crescentes exigências por melhores condições no ambiente de trabalho e pelos cuidados com o meio ambiente são fatores determinantes que justificam o desenvolvimento deste trabalho, que aborda a implantação de um sistema de filtragem dos poluentes emitidos e de limpeza automática da cabine de pintura eletrostática epóxi.
Com a instalação de um sistema de exaustão com limpeza automática dos filtros tipo Pulse-Jet, evitou-se a necessidade de paradas para a limpeza do interior da cabine de pintura.
A metodologia adotada baseia-se em um estudo experimental, contendo cálculos de vazão e de volume da cabine.
Os resultados demonstram uma redução de 70% nos tempos de manutenção e limpeza diária da cabine, bem como uma redução de 99% nos poluentes emitidos para a atmosfera.
Portanto, o sistema prova ser eficiente na filtragem dos poluentes, assim como na redução dos tempos de limpeza, no aumento da confiabilidade do equipamento e na melhoria das condições de trabalho do pintor.
Palavras-chave: Filtros Pulse-Jet. Pintura eletrostática. Cabine de pintura.
INTRODUÇÃO As indústrias buscam atender à demanda de mercado com qualidade nos serviços e produtos, bem como aumentar a produtividade e, consequentemente, baixar os custos. Porém, na atualidade, está ocorrendo uma mudança de comportamento das empresas, demonstrando uma visão mais abrangente, passando a ter consciência da preservação do meio ambiente e do bem-estar das pessoas no local de trabalho.
Segundo Brunetti (2008), a solução de muitos problemas por meio de análise é, em geral, difícil e trabalhosa, sendo adequada ao grande número de variáveis.
Foi o que ocorreu com a Wetafilter Filtros Industriais Ltda., localizada em Guarulhos/SP, que atua na fabricação de filtros. Na empresa, existe uma cabine de pintura onde são realizadas as pinturas das tampas dos elementos filtrantes, sendo esta cabine bastante antiga e sem nenhum sistema de exaustão, o que acaba gerando grande quantidade de resíduos de tinta em seu interior e, em alguns momentos, uma intensa névoa de tinta por todo o pavilhão onde está instalada.
O pavilhão foi projetado com entradas e saídas para que ocorra a ventilação natural e a retirada do ar, mas esse sistema demonstrou-se ineficiente, o que acaba gerando desconforto para o pintor e para os demais colaboradores que ali estão.
O termo ventilação significa “deslocar o ar”, ou seja, fornecer ar para um ambiente, ocasionando a renovação do local. Esse deslocamento de ar pode ser natural ou mecânico. A ventilação industrial é a operação executada para controlar a temperatura, a distribuição do ar, a umidade e eliminar agentes poluidores do ambiente, como gases, vapores, fumos, névoas, poeiras, microrganismos e odores, conhecidos como contaminantes ou poluentes (MACINTYRE, 1990).
Segundo Costa (2005), atribui-se o nome de ventilação ao processo de renovação do ar de um ambiente, que tem como objetivo fundamental controlar o deslocamento e a pureza do ar desse ambiente fechado, mantendo suas condições dentro de certos limites.
Na fábrica estudada, observou-se um sistema de ventilação natural; porém, o mesmo não atende às necessidades da cabine de pintura, para a qual se faz necessário um sistema de exaustão com filtros. Nas indústrias, de modo geral, são encontrados diversos tipos de cabines de pintura e, em alguns casos, cabines bastante antigas, como é o caso do estudo em questão.
Devido ao fato de ser um projeto muito antigo, não foi contemplado, durante sua construção, um sistema de exaustão, o qual poderia reduzir a emissão de poluentes para a atmosfera, proporcionar maior segurança ao pintor, além de reduzir e evitar longas paradas para a realização da limpeza.
Cabines de pintura a pó são equipamentos que operam com tinta à base de epóxi, destinada ao revestimento de metais ferrosos e não ferrosos, tais como aço carbono, aço zincado, alumínio, magnésio e outros metais, com diferentes áreas e espessuras que podem ser aplicadas em uma única operação. Cada pintor pode pintar de 30 a 40 m² por hora, com espessura da camada de aproximadamente 60 µm.
A pintura epóxi consiste na utilização de um pó. Quando uma peça é pintada com esse material, ele recebe uma carga elétrica oposta à da peça, fazendo com que o pó se fixe em sua superfície. Esse processo gera uma grande quantidade de contaminantes no ambiente da cabine, sendo necessário um sistema que retire esse ar contaminado e o filtre, devolvendo-o à atmosfera sem poluentes, garantindo um ambiente seguro para o pintor.
O problema desse sistema, quando não possui autolimpeza, está na interrupção do processo para manutenção, o que gera perda de tempo e compromete as metas diárias de produção de tampas pintadas, além de contaminar o ambiente durante a retirada e o descarte do material, por não haver filtração adequada.
Após a realização de pesquisas, foi possível identificar que o mercado oferece opções para mitigar tais efeitos negativos. É possível realizar a filtragem da névoa gerada pela pintura com filtro cartucho, cortina de água, filtro de bolsa, entre outros. Para este projeto, optou-se pela utilização de filtros tipo Pulse-Jet, conseguindo eliminar a emissão de poluentes a níveis satisfatórios, com menor custo.
Os elementos filtrantes tipo Pulse-Jet são construídos com sistema de limpeza automática, utilizando moderna tecnologia de controle e supervisão de equipamentos. Seu funcionamento ocorre da seguinte forma: o ar com material empoeirado entra pela caixa inferior, onde sofre uma queda brusca de velocidade, provocando, dessa maneira, a separação das partículas de maior tamanho das menores, as quais são carregadas pelo fluxo de ar para o sistema de exaustão, sendo depositadas na superfície externa do meio filtrante. O ar filtrado continua subindo, passa pelo plenum e deixa o coletor (WETAFILTER, 2015).
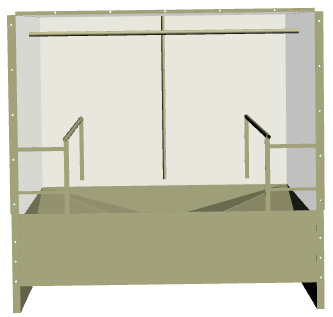
A retirada do material pode ser feita diretamente em reservatório inferior ou por meio de rosca e válvula, de acordo com o tamanho do equipamento. A cabine de pintura deste trabalho opera 8 horas diárias durante a semana. A Figura 1, a seguir, mostra a cabine.
Figura 1–cabine de pintura
Fonte: Autor, 2019
Para a cabine de pintura o exaustor é o equipamento ideal para eliminar partículas tóxicas derivadas do manuseio e da utilização de tintas. Com a instalação do exaustor para cabine de pintura, os profissionais que trabalham com pintura podem realizar as atividades com mais qualidade na execução, preservando a saúde, atendendo a legislação e normas regulamentadoras, o ambiente se torna mais limpo, consequentemente aumentando a qualidade de pintura.
Os sistemas de exaustão para cabine de pintura são equipamentos indispensáveis, uma vez que a pintura não pode ser aplicada perto de locais que possibilitem a geração de falhas ou de bolhas na pintura, ao mesmo tempo em que devem impedir que o ar acumula-se com gases tóxicos, que prejudicam a saúde do profissional que estiver trabalhando.
Em sua instalação, os sistemas de exaustão para cabine de pintura, tanto podem ser usado no telhado ou na própria cabine, dependendo do formato e do tamanho do local de sua utilização.
OBJETIVOS
Este trabalho tem como objetivo um plano de ação que promova, por meio da instalação de equipamentos na cabine de pintura eletrostática epóxi da empresa Wetafilter Filtros Industriais Ltda, a redução da emissão de poluentes atmosféricos na fábrica. Consequentemente, eliminar os tempos de parada para manutenção e limpeza da cabine e a melhor as condições de trabalho para funcionários.
METODOLOGIA
Para realizar a implantação proposta neste projeto será utilizada a ventilação localizada exaustora, normalmente utilizada quando existe uma fonte de calor ou poluente no local com a necessidade de retirado do ar deste ambiente. As principais aplicações são em cozinhas industriais, fumaças, gases, cabines de pintura, dentre outros.
A ventilação local exaustora tem a função de remover os contaminantes diretamente na fonte geradora, evitando que se espalhe no ar. Para Nogueira (1999), esse tipo de ventilação se mostra bastante eficiente, porém nem sempre é possível de ser aplicado devido ao número de fontes contaminantes, a distância da fonte geradora ou a particularidades dos processos.
Foram instalados dois elementos filtrantes, para redução significativa na emissão de névoa de tinta na atmosfera, ou melhor, no interior da fábrica.
Esses elementos filtrantes tem elevado índice de recuperação de pó capturam partículas com eficiência de 99,995%, com baixa perda de carga. Os elementos filtrantes para pintura a pó eletrostática são elaborados com poliéster aluminado, possuindo as propriedades ideais tanto para reterem partículas equivalentes baixas e alta temperatura. Isso sem mencionar que além de exibirem uma notável durabilidade, os mesmos podem ser reutilizados. Construídos com meio filtrante de alta resistência, dispensando o uso de tela de proteção externa, antiestético e repelente à água.
Os elementos filtrantes foram instalados dentro da cabine de pintura na parte superior. A Cabine de Pintura eletrostática epóxi terá sistema de filtragem por filtros de celulose e exaustor de alta vazão, filtros que permitem a limpeza por um sistema de contra fluxo de ar, liberado por meio de válvula solenoide, acionada por um relé temporizador. O exaustor foi instalado na parte superior central da cabine de pintura tendo interligação com os dois filtros de modo que teremos um único exaustor para o sistema.
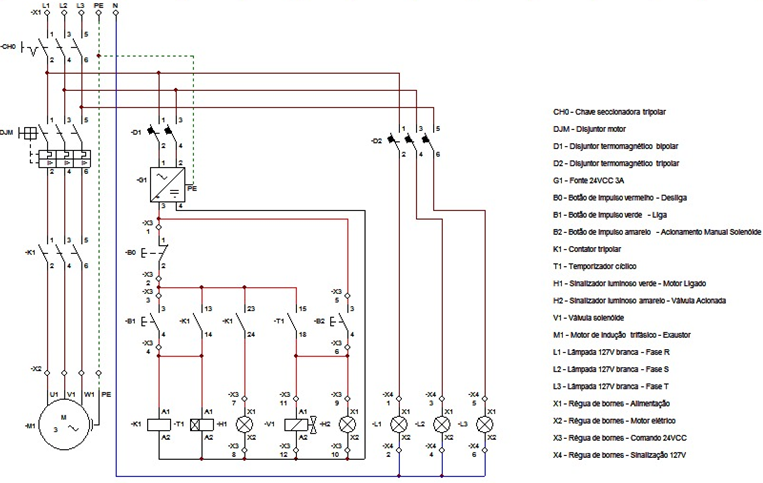
Após instalação dos itens mencionados, o relé é ligado na chave contatora do exaustor, o relé controla a solenoide enviando o sinal para abrir a válvula e limpar os filtros, Esquema 1.
Esquema 1, esquema elétrico do acionamento de limpeza
O mecanismo do relé temporizador realiza a comutação de um relé eletromecânico, podendo esse processo ser executado por um sistema eletromecânico, por eletrônica convencional ou por um sistema microprocessado.
Para obter o dimensionamento de um sistema de ventilação e exaustão, há necessidade de conhecimentos teóricos e práticos, que visam melhores condições de avaliação e de projeto, garantindo a realização eficiente do sistema (MESQUITA; GUIMARÃES; NEFUSSI, 1977).
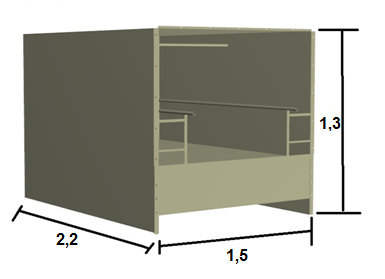
Foram realizados cálculos de volume de acordo com as dimensões da cabine em metros, conforme pode ser observado na Figura 2.
O cálculo da vazão necessária para um determinado ambiente, bem como a definição de quais e quantos exaustores devem ser instalados, é feito da seguinte forma: calcula-se o volume do ambiente e multiplica-se esse valor pela quantidade de trocas de ar necessárias. Para cabine de pintura, o número de trocas adotado é de 50 m³/h. Em seguida, divide-se o valor encontrado pela vazão do exaustor selecionado.
Para determinar o tamanho do exaustor, deve-se analisar o volume de ar a ser exaurido e o formato do ambiente.
Figura 2 – Dimensional da cabine de pintura
A partir das dimensões, calcula-se o volume de ar contido em um ambiente ou tubulação. Assim, tem-se:
Volume = 1,5 × 2,2 × 1,3 = 4,29 m³
Com o volume de 4,29 m³ e considerando o número de trocas de ar para cabine de pintura de 50 trocas por hora, calcula-se a taxa de renovação de ar do ambiente:
T = 4,29 m³ × 50 = 214,5 m³/h
O exaustor dimensionado e instalado possui capacidade de 4.800 m³/h. Com base nos dados da taxa de renovação do ar, realiza-se o cálculo da vazão necessária:
VN = 4.800 m³/h ÷ 214,5 m³/h = 22,37
Portanto, o sistema apresenta capacidade superior à necessária para a renovação do ar da cabine.
Para a realização das modificações na cabine de pintura eletrostática epóxi, realizou-se o levantamento de materiais e custos necessários para a execução do projeto, conforme apresentado na Tabela 1.
Material
Quantidade
Preço Unitário
Preço Total
Ventilador axial
1
R$ 3.100,00
R$ 3.100,00
Válvula solenoide
2
R$ 400,00
R$ 800,00
Relé temporizador
2
R$ 85,00
R$ 170,00
Tubo 4″
2
R$ 55,00
R$ 110,00
Tubo 1″
2
R$ 25,00
R$ 50,00
Filtros cartucho
2
R$ 330,00
R$ 660,00
Painel elétrico
1
R$ 1.350,00
R$ 1.350,00
Função
Quantidade
H/H
Tempo Total
Eletricista
1
28
8
Mecânico
2
28
36
Custo Total de Instalação
R$ 7.472,00
Realizaram-se os estudos de custo de produção do equipamento que esta em funcionamento no atual momento:
– Preço por peça pintada: R$ 0,21;
– Quantidade de peças pintadas por hora: 180 peças;
– Preço da cabine parada por hora: R$ 37,80;
– Funcionário para manutenção de 1hora: R$8,00;
A produção necessita parar a produção 1 hora por dia para limpeza
– Preço da cabine parada por mês (24 dias no mês): R$ 1099,20
– Preço da cabine parada no ano: R$ 13.190,00
Com um investimento de R$ 7472,00 no projeto a economia no primeiro ano seria de R$ 5718,00. Eliminando parada do funcionário para realizar a manutenção necessária diária e o equipamento.
Todas as atividades do trabalho consideram prioritariamente: segurança, meio ambiente e qualidade do produto, a partir das melhores condições da cabine de pintura.
RESULTADOS
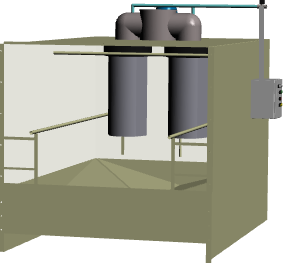
Com a instalação dos filtros e exaustor tivemos uma redução significativa na emissão de nevoa de tinta na atmosfera, ou melhor, no interior da fábrica, outro ponto significativo são as melhores condições de trabalho do pintor, sem deixar de levar em consideração o aumento na disponibilidade da cabine, pois com a instalação do sistema de filtros e exaustor, será eliminada a limpeza diária no interior da cabine para retirar a crosta de tinta acumulada. O processo é eficiente e não necessita de manutenção constante ou intervenção de um operador para garantir o funcionamento do sistema, conforme Figura 3.
Figura 3 – Cabine com instalação do sistema
A programação dos relés deve ser realizada conforme a necessidade da retrolimpeza. Com base em pesquisas de campo e no desenvolvimento deste trabalho, pode-se garantir uma melhoria de 99% no processo em relação ao sistema atual, conforme apresentado no Quadro 1.
Quadro 1 – comparativo antes e depois dos Filtros Pulse-Jet
Comparativo antes e depois da instalação dos filtros
Limpeza da cabine sem os filtros
Limpeza da cabine com os filtros
1 vez ao dia com parada de 1 hora
4 vezes por sem parada de maquina
7 horas de disponibilidade
8 horas de disponibilidade
Com emissão de poluentes
Sem emissão de poluentes
CONSIDERAÇÕES FINAIS
No presente trabalho, foi elaborado um plano de melhoria na cabine de pintura eletrostática epóxi da empresa Wetafilter Filtros Industriais Ltda., com o objetivo de aprimorar as condições de trabalho, evitar manutenções diárias e reduzir as paradas do equipamento, por meio da implementação de um sistema de autolimpeza dos filtros instalados.
Os estudos foram realizados com base em cálculos teóricos. Após a instalação do sistema, será realizado o monitoramento e o acompanhamento do sistema implementado, a fim de comparar os valores obtidos com os valores calculados, possibilitando a realização de eventuais ajustes.
REFERÊNCIAS
BRUNETTI, Franco. Mecânica dos Fluidos. 2. ed. São Paulo: Pearson Prentice Hall, 2008.
CLEZAR, C. A.; NOGUEIRA, A. C. R. Ventilação industrial. Florianópolis: Editora UFSC, 1999.
COSTA, E. C. Ventilação. São Paulo: Edgard Blücher, 2005.
MACINTYRE, Archibald Joseph. Ventilação industrial e controle da poluição. 2. ed. Rio de Janeiro: LTC – Livros Técnicos e Científicos Editora S.A., 1990.
MESQUITA, A. L. S.; GUIMARÃES, F. A.; NEFUSSI, N. Engenharia de ventilação industrial. São Paulo: Edgard Blücher, 1977.
WETAFILTER. Catálogo de filtros cartucho para despoeiramento. Guarulhos, 2019.
O presente artigo aborda a implantação de um Sistema de Gestão da Manutenção, a partir dos tipos de manutenção existentes aplicada ao filtro automático industrial tipo Multi-Vela. Este equipamento é muito utilizado para remoção de sólidos em suspensão nos líquidos, em regime de vazão e fluxo ininterrupto, é vital para se evitar quebras e paradas em processos industriais. Esse visa apresentar um estudo, embasado na produção do equipamento e acompanhamento em clientes através de Follow-up dos equipamentos entregues, o objetivo é propor um plano de manutenção preventiva e preditiva. Um plano de manutenção preventiva bem definida pode proporcionar uma significativa redução nos custos e ganhos de qualidade.
Palavras-Chave: Manutenção Preventiva e Preditiva, Filtro Automático Industrial, Quebra e Indicadores.
1. INTRODUÇÃO
Este artigo aborda a implantação de um Sistema de Gestão da Manutenção, a partir dos tipos de manutenção existentes aplicada ao filtro automático industrial tipo Multi-Vela.
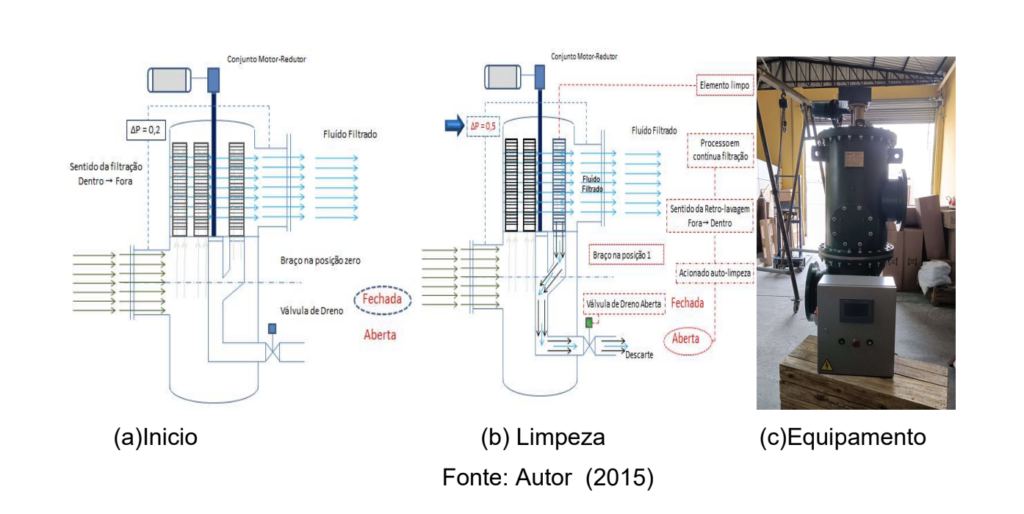
O Filtro Automático Industrial Multi-Vela, foi projetado para operar na remoção de particulados sólidos dos líquidos. Seu projeto inovador permite filtração contínua mesmo durante a operação de autolimpeza. A filtração se processa de dentro para fora dos elementos filtrantes, com a retenção dos contaminantes em seu interior acima de 50microns. O processo de limpeza é automático, dispensando paradas ou interrupções do fluxo principal. A Figura 1, a seguir, mostra o funcionamento e a foto do equipamento.
Figura1:
O equipamento garante um processo de filtração em duas etapas totalmente automáticas, sem a necessidade de intervenção de operadores em nenhum momento de operação.
O equipamento será comandado por um único painel elétrico que será responsável através de sinal do pressostato diferencial de pressão que indica o saturamento do elemento filtrante a iniciar uma limpeza por retro-lavagem, sendo descartado o fluído com contaminantes através de uma tubulação de descarte que terá seu fluxo liberado com acionamento de uma válvula borboleta com atuador pneumático ou elétrica. Realizando um ciclo de limpeza em cada elemento filtrante, este ciclo pode ser realizado com temporizador, Diferencial de pressão ou manual.
A pressão mínima para funcionamento do filtro não deverá ser inferior a 2 kg/cm2 (29 PSI). O Equipamento é calculado e construído de acordo com as normas ASME SEC. VIII DIV. I e projetado para uma pressão de 2 á 20 kg/cm2 M a temperatura máxima 120o C. Construído com chapas de aço carbono A-285 Gr, Inox 304 ou Inox 316L.
Os componentes internos, tais como: dispositivos de acionamento, elementos filtrantes, tipo espiralado fabricados em aço inoxidável.
A vazão do filtro mesmo que ele esteja em situação de limpeza será continua, pois a perda de fluido pelo dreno é desprezível, não acarretando, portanto, perda na vazão principal. Para o funcionamento do sistema de limpeza no modo automático é necessária energia elétrica, tensão 220/380/440 w. A Figura 2, a seguir, alguns modelos do equipamento.
Figura2:
Com informações citadas no artigo podemos afirmar que este equipamento industrial necessita de manutenção preventiva, por desgaste de itens sobressalentes, desenvolvemos o plano de manutenção. Segundo Rodrigues Neto, Cupertino (2017), na indústria a maioria dos equipamentos e maquinas operam através de motores, os quais podem apresentar defeitos, tais problemas podem trazer sérios problemas à produção por esse motivo faz-se importante os serviços de manutenção.
Manutenção é toda ação de controle e monitoramento do equipamento, veículo ou qualquer outro ponto de manutenção. Manutenção não aumenta confiabilidade apenas leva o equipamento a operar sempre próximo as condições em que saiu de fábrica. O método proposto por Sellito (2005) é identificar os problemas para preparar um relatório de acompanhamento para evitar manutenção corretiva.
Preventiva manutenção planejada que previne a ocorrência de corretivas. Os programas mais constantes da manutenção preventiva são: reparos, lubrificação, ajustes, recondicionamentos de máquinas. Preditiva é uma variação da manutenção preventiva, onde os componentes são trocados ou verificados antes que apresentem qualquer defeito. Isto é feito com base em estudos que determinam o tempo máximo de falhas, estudo que normalmente é realizado pelo próprio fabricante. Figura 3 a seguir equipamento instalado.
Figura 3:
2. OBJETIVO
Definir a sistemática para rotina de manutenção preventiva do equipamento filtro automático industrial tipo Multi-Vela, necessário para garantir o bom funcionamento e manutenção do equipamento.
3. METODOLOGIA
Essa pesquisa foi realizada através de teste realizado e Follow-up em usuários que já adquiriu o equipamento e seguindo tabelas técnicas e itens sobressalentes, realizando um levantamento de todos os dados, criando um cronograma e check list, de acordo com a necessidade de cada item.
4. DESENVOLVIMENTO
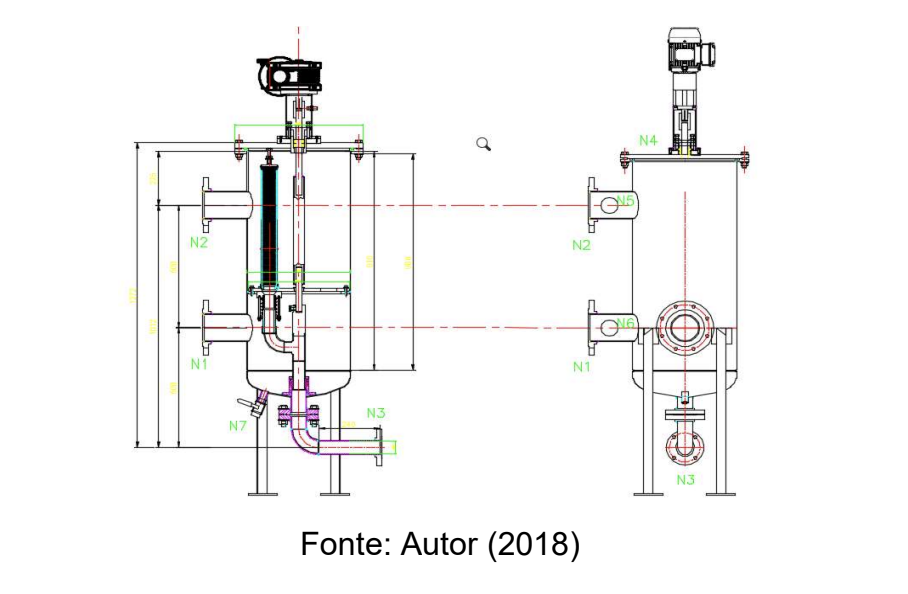
Foram realizadas reuniões com departamento técnico envolvidos na manutenção, onde foram discutidos os parâmetros das necessidades, usando como ponto de partida para realização de acompanhamentos e estratégias a implantação da gestão da manutenção. Disponibilizamos uma tabela técnica de acompanhamento para avaliação do equipamento durante sua utilização. A Figura 4, a seguir, mostra desenho do equipamento com bocais para instrução de funcionamento.
Figura 4:
5. RESULTADOS PRELIMINARES
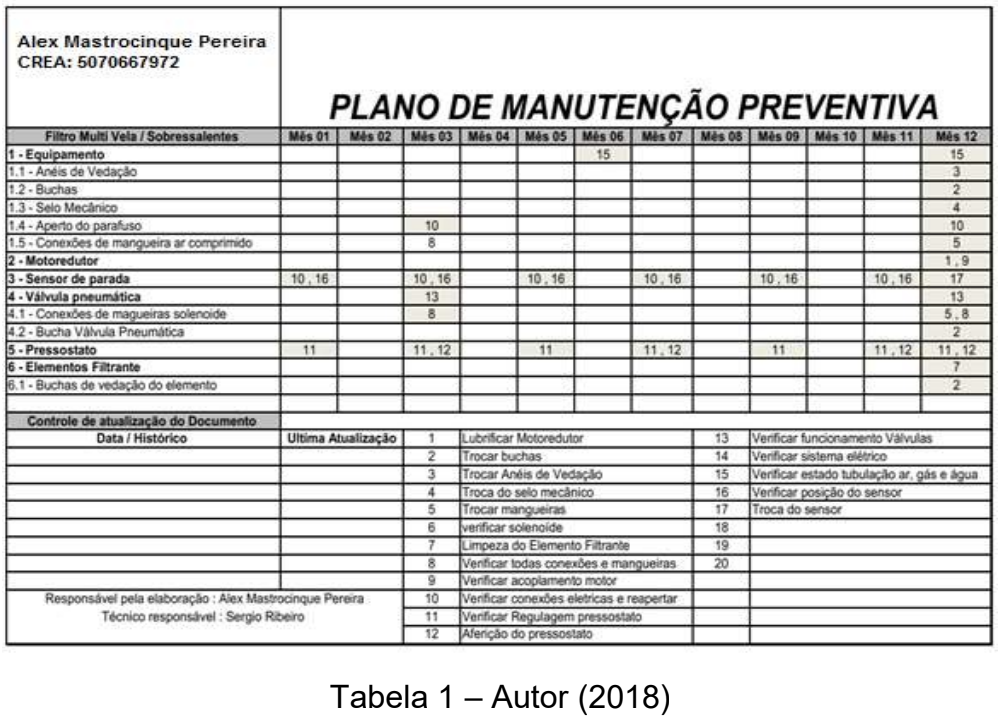
Temos 99% de melhoria referente às paradas corretivas. A tabela a seguir elaborada demostra plano de manutenção desenvolvido pela empresa objeto do estudo.
O processo é eficiente e não necessita de manutenção constante ou intervenção de um operador para garantir o funcionamento do sistema. A manutenção preventiva deve ser programada anualmente e apenas para um controle elaboramos plano de manutenção preventiva.
Tabela1:
6. CONSIDERAÇÕES FINAIS
O presente artigo foi elaborado uma ficha de plano de manutenção preventiva que acompanha todos equipamentos entregues pela empresa. Atendendo melhor a necessidade dos clientes evitando manutenção corretiva.
A indústria alimentícia opera sob um dos regimes regulatórios mais rigorosos do setor produtivo brasileiro. As exigências da ANVISA, do Ministério da Agricultura (MAPA) e das normas de Boas Práticas de Fabricação (BPF) impõem requisitos claros sobre a qualidade dos fluidos utilizados em processos produtivos — e a filtração industrial é um dos pilares fundamentais para o atendimento dessas exigências.
Por que a filtração é crítica em processos alimentícios?
Em uma indústria de alimentos, os fluidos industriais entram em contato direto ou indireto com o produto. Os principais riscos de uma filtração inadequada incluem:
Contaminação microbiológica: partículas orgânicas e biofilmes servem de substrato para proliferação de bactérias e fungos
Contaminação física: partículas sólidas (carepa, ferrugem, sedimentos) contaminam o produto final
Contaminação química: resíduos de processo, produtos de corrosão e compostos orgânicos alteram sabor, odor e segurança
Reprovação em auditorias com risco de interdição e recall de produtos
O que a legislação exige?
A RDC 216/2004 da ANVISA e as normas complementares do setor estabelecem que a água utilizada em processos deve ser potável e que todos os fluidos em contato com alimentos devem ser controlados quanto à contaminação. Na prática, a empresa precisa demonstrar que possui sistemas de filtração e tratamento de água eficientes e com manutenção documentada.
Quais filtros são aceitos em indústrias alimentícias?
Material de construção: carcaças em aço inox 304 ou 316L — resistência à corrosão e compatibilidade com produtos de limpeza CIP.
Conexões sanitárias:SMS ou Tri-Clamp — permitem desmontagem completa para inspeção e higienização.
Elementos filtrantes: polipropileno grau alimentício, isentos de aglutinantes, colas ou surfactantes.
Grau de filtração: de 25 a 100 microns na pré-filtração até 1 a 5 microns no polimento final.
Filtração de utilidades em indústrias alimentícias
Água de processo e limpeza: remoção de sedimentos, cloro e odores (carvão ativado)
Água para vapor: proteção de caldeiras contra incrustações
Ar comprimido: remoção de partículas, umidade e óleo
Fluidos de resfriamento: proteção de trocadores de calor
Auditoria e rastreabilidade
Além da instalação correta, a indústria alimentícia precisa manter registros de troca de elementos filtrantes e cronograma de manutenção preventiva. Sistemas bem documentados são diferenciais em auditorias ISO 22000, BRC e FSSC 22000.
A Wetafilter oferece carcaças em aço inox 304 e 316L com conexões SMS e Tri-Clamp, elementos filtrantes em polipropileno sem aditivos e suporte técnico para especificação do sistema completo. Atenda às exigências da vigilância sanitária: acesse www.wetafilter.com.br.